Double Seated Globe Valve Manufacturer in China – Quality Assurance
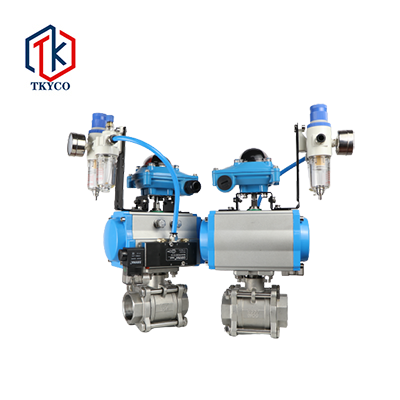
When searching for a reliable solution to control your fluid flow, the Double Seated Globe Valve stands out in the market. I’ve seen first-hand how these valves provide superior performance, allowing for efficient regulation in various applications. Sourced from reputable manufacturers in China, our valves are designed to meet international standards, ensuring durability and reliability. What I appreciate most about the Double Seated Globe Valve is its ability to handle higher pressures and temperatures, making it suitable for demanding environments. The unique design facilitates smoother operation and minimizes vibrations, which is crucial in maintaining system integrity. When partnering with us, you can expect competitive pricing without compromising on quality. Our commitment to excellent craftsmanship means you’ll receive a product that performs consistently over time. Whether you're in manufacturing, water treatment, or any industry requiring valve solutions, our Double Seated Globe Valves are your best bet. Let’s make your operations safer and more efficient together!






Double Seated Globe Valve Dominates More Than a Supplier - A Partner
In the competitive landscape of industrial valves, the double seated globe valve stands out not just as a mere product but as a strategic partner for buyers around the globe. These valves are designed to enhance efficiency and reliability in fluid control systems, fulfilling various operational requirements across industries. When procuring a double seated globe valve, buyers are not just seeking a supplier; they are looking for a collaborator that understands their unique challenges and can provide tailored solutions that enhance performance and minimize downtime. A key strength of double seated globe valves is their ability to maintain tight shut-off, coupled with the flexibility of operation under high pressure and high-temperature conditions. This attribute is crucial for industries such as oil and gas, pharmaceuticals, and water treatment, where safety and precision are paramount. By partnering with a manufacturer that prioritizes innovation and quality assurance, organizations can ensure that they are equipped with valves that not only meet regulatory standards but also contribute to long-term operational success. Moreover, an ideal partnership goes beyond the transaction; it includes comprehensive support services such as technical assistance, training, and maintenance guidance. This holistic approach fosters a deeper relationship between the buyer and the manufacturer, ensuring that the valve solutions implemented are not only effective but also sustainable in the long run. In choosing a partner rather than a mere supplier, businesses can significantly impact their operational efficiency and profitability while securing peace of mind in their investment.
Double Seated Globe Valve Dominates More Than a Supplier - A Partner
| Dimension | Specification | Material | Application | Standard |
|---|---|---|---|---|
| 2-inch | Class 150 | Carbon Steel | Water, Oil | ASME B16.34 |
| 3-inch | Class 300 | Stainless Steel | Gas, Steam | API 602 |
| 4-inch | Class 600 | Ductile Iron | Chemical Processing | BS 5352 |
| 6-inch | Class 900 | Brass | Marine Applications | ISO 15761 |
Related Products







Double Seated Globe Valve Products Factory-Direct Excellence
Top Selling Products





- Related Blog
- Reviews
