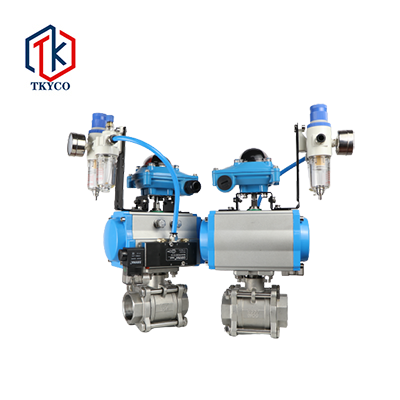
Segmented Ball Valve Manufacturer in China: Quality and Precision
If you're in search of reliable flow control solutions, our segmented ball valve might just be what you need. Designed with precision and built to last, these valves offer superior performance for various industrial applications. As a manufacturer based in China, we focus on quality and durability, ensuring that our products meet the highest standards. I understand how crucial it is for B2B buyers like you to have dependable equipment. That's why our segmented ball valves are engineered to minimize leakage and ensure optimal flow conditions. They are ideal for applications in industries such as oil and gas, chemical processing, and water treatment. Partnering with us means you’re choosing a manufacturer that values transparency, efficiency, and support. Let’s streamline your operations with our exceptional products that are competitively priced without compromising on quality. Reach out for more details and let’s discuss how our valves can meet your specific requirements.





Segmented Ball Valve Now Trending Manufacturers You Can Rely On
Segmented ball valves are rapidly gaining traction in various industries, thanks to their unique design that blends the features of traditional ball valves with the functionality of globe valves. These valves are ideal for throttling and flow control applications, providing precise handling of high-viscosity fluids and slurries. As global industries look for efficient, reliable, and versatile valve solutions, it’s crucial to identify manufacturers that excel in quality and innovation. When selecting a segmented ball valve manufacturer, consider the company’s experience in the field, the quality of materials they use, and their ability to customize valves to meet specific requirements. Industry leaders are increasingly adopting advanced technologies such as computer-aided design and automation in production, which significantly enhances product reliability and performance. Additionally, ensure that the manufacturer adheres to international quality standards and offers robust customer support to assist with selection, installation, and maintenance. As the demand for segmented ball valves continues to rise, partnering with a trusted manufacturer can yield significant operational benefits. These valves not only improve process efficiency but also reduce maintenance costs and downtime, making them an intelligent investment for businesses aiming to stay competitive in a dynamic market. When exploring options, focus on manufacturers with a proven track record of delivering exceptional quality and innovation to ensure your needs are met effectively.
Segmented Ball Valve Now Trending Manufacturers You Can Rely On
| Manufacturer Type | Technology Used | Market Focus | Quality Certifications | Unique Features |
|---|---|---|---|---|
| Manufacturer A | High-performance polymer | Oil & Gas | ISO 9001, API 607 | Compact design for tight spaces |
| Manufacturer B | Cast iron | Water Treatment | ISO 14001 | Corrosion-resistant coating |
| Manufacturer C | Stainless steel | Chemical Processing | ASME, CE | High temperature resistance |
| Manufacturer D | Plastic composite | Pharmaceuticals | FDA, ISO 13485 | Lightweight and non-corrosive |
| Manufacturer E | Bronze | Marine Applications | ABS, Lloyd's Register | Enhanced flow capacity |
Related Products







Segmented Ball Valve Global Reach More Than a Supplier - A Partner
Top Selling Products





- Related Blog
- Reviews
